Как залудить медный провод. Учимся паять провода – рассмотрение всех нюансов пайки
И вот третья запись в БЖ.
Люблю порядок. Когда что-то не так - голова болит от мыслей. К делу…
Музыка в машине хорошая, не скажу, что прям высший пилотаж, но для меня, как для ди-джея с десятилетним "стажем" акустика производит положительные впечатления. Да, можно, потратить кучу денег и накупить прибамбасов. Но, мне такого звука как сейчас достаточно: бас чувствую, высокие на месте, баланс достойный. Для себя понял, что менять ничего не буду. Конечно, во-первых, это благодаря магнитоле JVC (как не убеждайте меня, но среди автомагнитол JVC самые самые). Во вторых, благодаря кузову и геометрии автомобиля. И уж на третьем месте, благодаря колонкам.
Как-то я открыл багажник и глянул на провода, которые идут к задним колонкам. Я не увидел ничего хорошего.
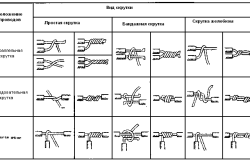
Всё на скрутке

Решил всё это дело облагородить. Для этого требуется:
1.Паяльник (любой, я купил за 200 руб. на 40 Вт);
2.Припой Sn62Pb36Ag2.0 (Олово62-Свинец36-Серебро2,0), диаметр 1,0мм (спираль 1м);
3.Канифоль сосновая высшего сорта марки А (мал. баночка 20 гр.);
4.Флюс ЛТИ-120 (флакон 30 мл.);
5.Клеммы для проводов.

Паяльник, Припой Sn62Pb36Ag2.0, Канифоль сосновая, Флюс ЛТИ-120, Клеммы для проводов.
Наша задача: Облудить медные провода припоем, вставить их в клеммы, обжать клеммы, капнуть на клемму с проводом припой.
Подготовка.
Нагреваем паяльник до тех пор, когда он сможет уверенно плавить канифоль. Пойдет дым и вы окажитесь в сосновом лесу. Дышать парами не стоит. Работы производите в хорошо проветриваемых помещениях. В багажник подложите тряпочку, на тряпочку кусочек железа для удобства.

Канифоль, припой. Багажник.
Обезжиривание
Для лужения необходимо обезжирить провода. Оголяем, скручиваем. Берем ватную палочку, макаем её в ЛТИ-120 и растираем по проводам. ЛТИ-120 обезжиривает и дает хорошую липучесть, чтобы канифоль и припой лучше лудились.
Лужение
Макаем прогретый паяльник в канифоль и наносим на провода. Не торопимся. Аккуратно. Провода приобретают золотисто-коричневый оттенок. Важно таким образом облудить оголенный провод для последующего нанесения припоя.
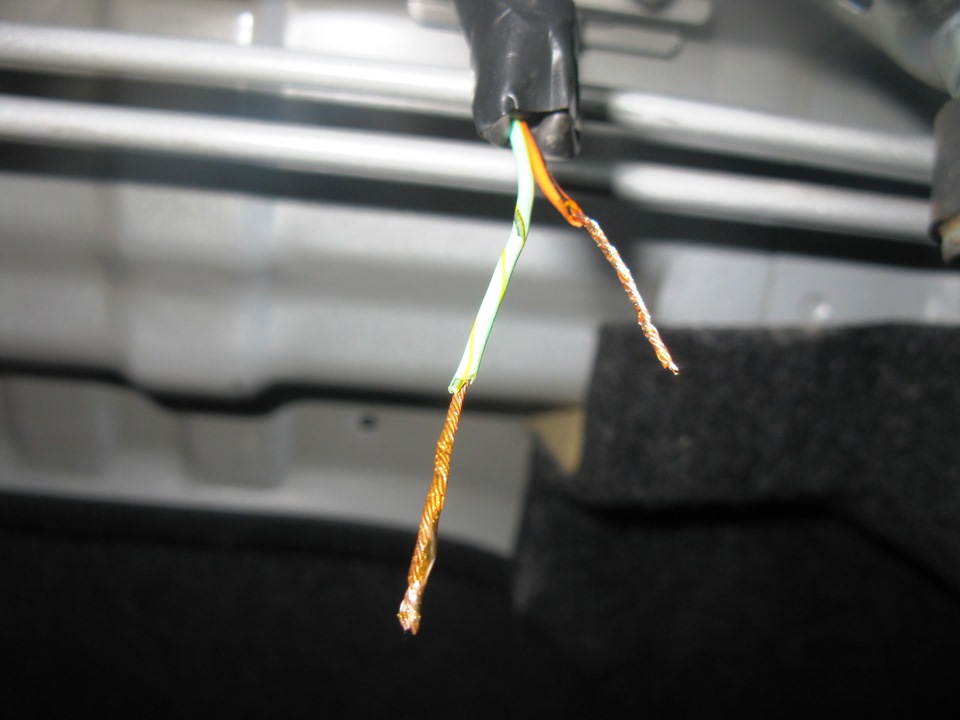
Лужение канифолью.
Канифоль служит для того, чтобы припой образовывал капельки и не растекался по жалу паяльника. После того, как все провода "оканифолились", берем в руки припой.
Убедитесь, что жало паяльника в канифоли. Если на нем нет канифоли, макните еще разок.
Жалом паяльника касаемся припоя и получается капелька, которая свисает с паяльника и вот-вот упадет. Поэтому, берем паяльником припой по-тихоньку, совсем чуть-чуть. Касаемся пропоем провода и держим пару секунд, чтобы провод прогрелся. Это важно. Если будите торопиться, припой на прилипнет. Лудим провод, вверх-вниз, вперед-назад, медленно, пока не получится такая картина.
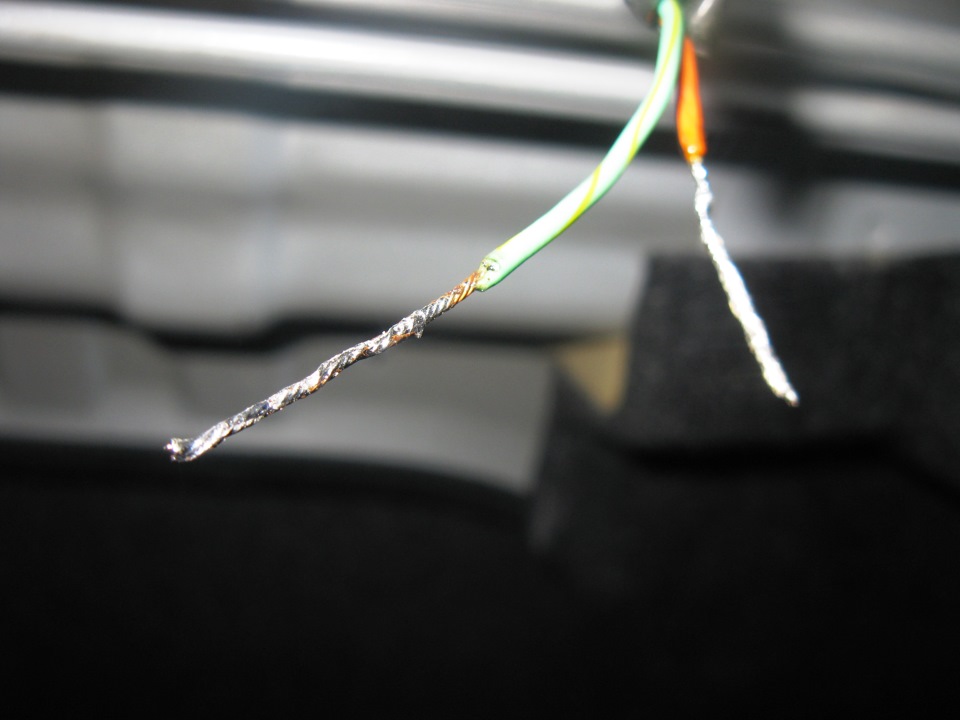
Процесс лужения припоем.
Лудим все провода и смотрим на эту красоту. Отдыхаем, потому что достаточно неудобно паять навесу.
Клеммы
Одеваем клеммы на провод и слегка зажимаем инструментом. А сверху, для прочности делаем капельку припоя, чтобы он "соединил" клемму и сам провод. Как-то так.
Казалось бы, глупый вопрос. Макнул жало в канифоль, набрал на кончик припоя – и коснулся контактов детали, которую надо припаять. На самом деле, для выполнения этой работы нужны определенные навыки, которые приходят с опытом. Иначе, как объяснить отличие в качестве пайки, сделанной разными мастерами?
Непропай
Застывший припой матового оттенка, поверхность ноздреватая, растекание неравномерное. Приложив небольшое усилие – можно разорвать спайку.
Основные причины:
- Недостаточная температура во время пайки. Или паяльник не прогрет до требуемого значения (необходимо знать температуру плавления припоя), или спаиваемые компоненты имеют слишком большую теплоемкость, а паяльник напротив – малую мощность и массу жала;
- Тугоплавкий припой, который надо использовать с более горячим ;
- Контакты были перемещены до застывания припоя;
- Нанесение разогретого олова на холодную поверхность.
Последствия:
- Из-за проникновения воздуха между деталями, со временем внутри спайки образуется коррозия;
- По причине плохого смачивания контактов припоем, соединение обладает высоким электрическим сопротивлением. Это приводит к сбоям в работе или полной потере контакта;
- Низкая прочность пайки. Припаянная деталь может отвалиться;
- При высоких токах может возникнуть искрение, сопровождаемое нагревом со всеми вытекающими последствиями, вплоть до пожара.
Скатывание припоя
Кусочки припоя похожи на капли ртути, нет прилипания к месту пайки. Олово не протекает в пустоты между спаиваемыми деталями. Соединение легко разорвать.

Основные причины:
- Недостаточная зачистка соединяемых деталей. Слой окислов не дает припою растечься по поверхности и проникнуть в щели;
- Слабая обработка флюсом. Неочищенные поверхности имеют плохую адгезию, в результате не происходит склеивания олова с другим металлом;
- Несоответствие марки флюса металлу, который соединяется пайкой.
Последствия:
- Практически отсутствует контакт в месте пайки;
- Соединение будет разорвано при малейшем механическом воздействии;
- Между припоем и металлом проникает влага, создавая коррозию.
Перегрев
Вокруг места пайки видны термические разрушения – обугливание лака, покоробившаяся изоляция проводов, расплавленная пластмасса корпуса радиокомпонентов.
- Температура и мощность паяльника превышает необходимую для данного вида пайки;
- Слишком долгое воздействие жала на рабочую область;
- Для соединения деталей с низкой температурной устойчивостью выбран слишком тугоплавкий припой.
Последствия:
- Оплавление изоляции оголяет провода, что делает соединение небезопасным;
- Термическое разрушение может уничтожить проводящие дорожки на монтажной плате;
- Перегретые радиодетали меняют свои характеристики или выходят из строя;
- Место пайки имеет неопрятный внешний вид.
Химические разрушения в месте пайки
Вокруг припоя видны сильные коррозийные повреждения, медный провод покрыт зеленым порошком окислов.
- Выбран агрессивный флюс (например – кислотный), не соответствующий типу спаиваемого материала;
- Не произведена промывка после завершения работ.
Последствия:
- Разрушение поверхности вокруг места пайки;
- Скрытая коррозия со временем разрушит металлический проводник с потерей контакта.
Для минимизации ошибок при работе с паяльником, наша статья расскажет, как правильно им пользоваться.
Как быстро научиться паять
Подбор оборудования
Для того чтобы освоить азы пайки, необходим паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.

Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.

А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Тренировка
Нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок. Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод. Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто.
Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Время прогрева и основное время пайки не должно превышать 2-3 секунды. Как только вы освоите этот временной интервал – считайте себя профессионалом.
ВАЖНО! Качественная пайка за такое короткое время возможна только при правильном подборе мощности паяльника и типа припоя с флюсом.
Правильная теплопередача
Многие начинающие радиолюбители паяют, касаясь детали лишь острым кончиком жала. Это распространенная ошибка, основанная на боязни перегреть радиодеталь. Площадь касания должна быть как можно больше.
Тогда теплообмен будет происходить быстрее, и времени на прогрев уйдет на порядок меньше. Деталь просто не успеет нагреться.
Учимся правильно паять паяльником с канифолью
Подавляющее большинство контактов медные, или сделаны из сплавов на её основе. Агрессивные флюсы разрушительно влияют на эти материалы, поэтому их надо либо тщательно смывать после пайки, либо использовать канифоль сосновую.

Этот тип флюса не содержит агрессивных химических добавок и синтетики, дым от которой разъедает глаза. Сосновая канифоль – натуральный продукт, производится в естественном виде. Исключение составляют спиртовые растворы, которые можно приготовить и в домашних условиях. Для этого толченую канифоль разводят в спирте до нужной консистенции.
Единственный недостаток этого флюса – при работе с канифолью остается нагар. Как на деталях, так и на паяльнике. После работ паяльник чистят мокрой губкой или мелкой металлической щеткой из стружки, детали промывают изопропиловым спиртом.
Паять канифолью очень просто. Правильно зачищенную деталь подносят к баночке с флюсом, погружают контакт в массу, затем производят лужение.

На монтажную плату канифоль переносят при помощи паяльника. Быстро макнув жало в баночку, немедленно растирают массу по контактной площадке. Затем опять же производят лужение.
После чего необходимо прогреть место пайки, погрузить кончик жала в канифоль и сразу же набрать на него припой. И не теряя мгновения, начать пайку по месту. Если канифоль передержать на жале паяльника – она просто обгорит и превратится в шлак. Поэтому при работе с этим типом флюса важна высокая скорость.
ВАЖНО! Не стоит устраивать соревнования по скоростной пайке канифолью.
Со временем появится навык, и всю последовательность движений вы будете повторять с закрытыми глазами.
Соединение других металлов
В основном, при пайке имеют дело с медью или ее сплавами. Материал привычный, легко очищается от окислов практически любым флюсом, имеет отличную адгезию.
Поэтому у радиолюбителя, привыкшего работать с красным металлом, возникает вопрос: а как паять алюминий? В принципе так же, как и медь, только с другими флюсами.

Проблема крылатого металла в том, что он после очистки моментально покрывается окислами, на которые никак не липнет припой. Тем не менее, сначала необходимо зачистить место пайки механическим способом, например – мелкой наждачкой. Тут же появится новая пленка окисла, но по ней уже можно работать паяльником.
Затем место соединения деталей обрабатывается специальным флюсом.
Делать это необходимо максимально быстро. Затем по флюсу производят лужение, интенсивно натирая поверхность жалом паяльника с набранным припоем. Паяльник лучше выбрать большей мощности. После чего добавляется новая порция флюса и производится пайка традиционным способом.
Медный купорос
Довольно необычный способ, однако, доступный для применения в домашних условиях. На место пайки наносится пара капель медного купороса. К алюминиевой заготовке подключают минусовой провод аккумуляторной батареи 5-6 вольт.
Плюсовой провод подсоединяют к медной проволоке, расплющенной на конце. Плоский конец прижимают к мету пайки (с каплей купороса), через короткое время там будет медное пятно. Далее паяем как обычную медную заготовку.
Паяльник для страз
Несколько экзотическое применение специализированного инструмента, тем не менее – востребованное.

Это даже не паяльник, а скорее – нагревательный элемент. Существует много способов закрепить стразы на ткани. В том числе и термофиксация. Точнее – термоклей. Необходимо прижать страз к ткани и сильно, но быстро ее нагреть. Технология очень простая – устанавливаем кристалл на место, ставим в паяльник соответствующую насадку и прижимаем к стразу. Через несколько секунд клей размягчается и проникает в ткань. После остывания соединение получается очень прочным.
Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
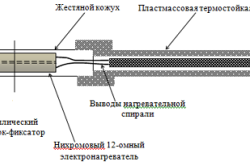
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие . Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
- Оловянно‑свинцовые . Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные , например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные . Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные . Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Все это не касается специальных необгораемых стержней. Их нельзя зачищать напильником. Мало того, нужно их никелированный блестящий слой бережно охранять от повреждений и царапин. Тем не менее такие паяльники также необходимо залуживать при работе. А вот для них эта процедура не так проста и требует сноровки.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
- Паяльный набор радиолюбителя
- Особенности паяльника
- Припой - сплав олова и свинца
- Особенности флюса
- Несколько секретов пайки
- Пайка металлической посуды
- Меры безопасности
Любой радиолюбитель или домашний мастер, который увлекается радиоконструированием, ремонтом электроприборов и другими видами деятельности, связанными с электрическим и электронными приборами, должен уметь паять. О том, как паять паяльником с канифолью, можно прочитать во многих руководствах. Но очень важно иметь не только теоретические знания, но и практические навыки, опыт работы. Рассмотрим основные требования и этапы обучения паяльным работам. Что необходимо знать каждому радиолюбителю?
Для начинающего радиолюбителя очень важно знать основы работы с паяльником.
Паяльный набор радиолюбителя
У каждого любителя поработать с радиоэлектронными приборами должен быть минимальный набор инструментов. Сюда входят плоскогубцы, отвертки, напильники, кусачки и многое-многое другое. Но самыми важными элементами паяльного набора являются: сам паяльник (их разнообразие довольно велико, каждый должен подобрать под свои пристрастия удобную модель), припой (металлический сплав, в основе которого лежит разное сочетание свинца и олова) и флюс (самым распространенным из них является канифоль – продукт переработки сосновой смолы). Сюда же стоит добавить и пинцет, который может существенно облегчить пайку мелких элементов. Рассмотрим части этого набора подробнее.
Вернуться к оглавлению
Особенности паяльника

Для начинающего радиолюбителя подойдет паяльник мощностью в 40 Вт.
Если вы начинающий мастер, то лучше всего приобрести обычный паяльник для сети в 220 В, мощностью в 40 Вт. Это основа, от которой лучше не отходить, дабы избежать массы проблем. В дальнейшем, по мере роста мастерства, можно приобрести регулятор мощности для своего паяльника, который поможет самостоятельно регулировать температуру жала вашего паяльника и, соответственно, проводить более тонкие работы. При пайке крайне важна чистота поверхности жала, так как на нем постоянно образуется пленка из окислов, препятствующая хорошему контакту с припоем. Для этого необходимо разогреть паяльник и почистить его жало наждачкой. После этого опустите паяльник в канифоль, так чтобы на поверхности жала образовалось темная влажная пленка. Затем можно погрузить кончик жала в припой и растереть его там таким образом, чтобы припой покрыл рабочую поверхность ровным слоем. В дальнейшем, при образовании новой пленки из окислов, операцию можно повторить.
Вернуться к оглавлению
Припой – сплав олова и свинца

С помощью припоя соединяются между собой металлические элементы конструкции.
Припой – это обязательный в радиоэлектронике участник пайки. Именно он помогает соединять между собой различные металлические элементы конструкции. С химической точки зрения он представляет собой сплав свинца и олова, пропорции могут значительно меняться в зависимости от производителя и выполняемой работы. Чаще всего припой продается в виде проволоки серебристо-металлического цвета, но есть варианты в виде полой трубки, внутренность которой заранее заполнена канифолью (флюсом) для удобства пайки. Но все же опытные мастера предпочитают выбирать проволочный припой, так как флюс все равно понадобится для каждой пайки, отличается лишь его количество. Каждая разновидность припоя имеет свою буквенно-цифровую маркировку, которая указывает покупателям на его рабочие характеристики и состав.
Например, существуют такие разновидности припоев, как ПОС 40 или ПОС 60. Аббревиатура расшифровывается как припой оловянно-свинцовый, а цифра указывает на процентное содержание главного элемента сплава – олова. Многие мастера предпочитают работать с чистым оловом или сплавами с его максимально высоким содержанием. Чем больше уровень свинца, тем температура плавления выше, а цвет темнее. Тот же ПОС 60 имеет температуру плавления в 190 градусов по Цельсию.
Вернуться к оглавлению
Особенности флюса
Основная задача флюсов – это очищение окислов метала с поверхности соединяемых элементов. Кроме того, такие составы предотвращают появление этих окислов в дальнейшем. Флюс также помогает лучшему контакту деталей между собой, смачивая и подготавливая поверхность к контакту с припоем. Можете сами убедиться в эффектности флюса на конкретном примере. Попробуйте паять паяльником с канифолью и без нее. Дело в том, что основной металл жала – это медь, которая очень быстро в процессе нагрева покрывается пленкой окислов, препятствующих контакту с припоем, тот будет попросту скатываться с поверхности паяльника раскаленными каплями. Но стоит только опустить жало в канифоль, как на поверхности паяльника образуется влажная на вид пленка флюса, которая будет удерживать припой на жале паяльника и позволит проводить работы по спайке. Говоря флюс, большинство мастеров подразумевают сосновую канифоль. Именно она чаще всего и выступает в этой роли, внешне напоминая застывшие куски янтаря. Эту же канифоль используют для обработки смычков музыкальных инструментов.
Но смола сосны – не единственный вариант флюса. Помимо этого, для работы с металлической посудой используется цинк, растворенный в соляной кислоте, такая смесь называется паяльной кислотой. Но в радиоконструировании этот состав не применим из-за своей едкости. Одной капли достаточно, чтобы разрушить важное соединение или металлический провод. В пайке радиодеталей использовать кислоты нельзя, лучший флюс – это канифоль. Но иногда мастера используют спиртовые растворы канифоли, когда необходимо обработать контакты в труднодоступном месте. Для этого перетертую канифоль растворяют в спирте, а затем наносят тонким слоем на место будущего соединения.
Вернуться к оглавлению
Несколько секретов пайки
В принципе, особых сложностей в том, чтобы припаивать между собой различные металлические элементы, нет. Можно паять, особенно не вдаваясь в какие-то нюансы мастерства, но если вы хотите выполнить работу качественно, стоит учесть несколько небольших секретов.
Если вы раньше никогда не имели дело с паяльником, то советуем немного потренироваться. Для этого можно взять несколько кусков медной проволоки в оболочке. С ней вы сможете наработать навыки по правильному лужению и пайке.
Помимо тех нюансов, что перечислены при описании основных составляющих пайки (паяльника, флюса и припоя), нужно учесть еще и другие:
- При пайке крайне важна чистота соединяемых между собой поверхностей. Все места контактов должны быть тщательно зачищены и подготовлены к пайке. Для этого необходимо предварительно очистить место будущей спайки с помощью ножа или наждачной бумаги. Во время чистки вы увидите, что металл становится светлее и ярче. Это связано с удалением тонкой и малозаметной пленки окислов меди, покрывающей поверхность вашей проволоки. После физической очистки контактов необходимо опустить в канифоль жало разогретого паяльника и перенести на нем немного канифоли на обрабатываемую поверхность. Внимательно и осторожно разгоните расплавленный флюс по обрабатываемой детали. В итоге у вас рабочая поверхность должна быть очищена от окислов и покрыта пленкой канифоли.
- Крайне важно правильно соединить между собой проводники, а также прогреть место будущего соединения. Для этого необходимо ровно и плотно прижать друг к другу концы спаиваемых проводников, которые предварительно были залужены, как описывалось выше, а затем к месту соединения приложите жало паяльника с каплей расплавленного припоя на нем. Подержите некоторое время, дайте проводникам достаточно прогреться, чтобы сплав припоя растекся и заполнил все пространство между сплавляемыми элементами. Прогрев должен быть таким, чтобы припой растекался по рабочей поверхности, а не застывал одним комочком. Уберите паяльник и дайте припою остыть. Ни в коем случае не двигайте проводники. Лучше, если они остынут в покое не меньше 10 секунд. Теперь припой надежно скрепляет между собой оба проводника.
- Если спаиваемая поверхность велика и припоя не хватило, чтобы заполнить ее всю, то просто дождитесь, когда остынет первая партия припоя и нанесите паяльником еще одну. Добейтесь ровного распределения сплава по обрабатываемой поверхности. Припой, застывший комком, это показатель некачественной работы новичка. У настоящего мастера припой покрывает поверхность, словно вторая кожа, ровно и со всех сторон.
Инструкция
В подавляющем большинстве случаев пайка связана с ремонтом или сборкой радиоэлектронных устройств. Чтобы не повредить электронные компоненты, правильно выберите мощность паяльника, она должна составлять от 25 до 60 Вт. Чем мельче и чувствительнее к перегреву элементы, тем более слабым должен быть паяльник. Например, для пайки микросхем следует использовать самый слабый прибор. Для пайки выводов трансформаторов и других массивных элементов подойдет более мощный.
Чтобы пайка получилась качественной, соблюдайте следующие правила. Прежде всего, подготовьте место пайки и выводы элементов, их надо зачистить и залудить – то есть покрыть тонким слоем припоя. Для пайки вам понадобится флюс, применяйте канифоль или ее спиртовой раствор. В последнем случае удобно использовать флакон с кисточкой из-под лака для ногтей.
Перед началом пайки подготовьте жало паяльника. Его кончик должен быть покрыт ровным слоем припоя. Если жало черное, выгоревшее, аккуратно зачистите его надфилем, потом опустите в канифоль и тут же залудите. Паять неподготовленным паяльником трудно, он не держит припой.
Следите за тем, чтобы пайка не была «холодной», то есть выполненной плохо прогретым паяльником. При такой пайке припой не жидкий, а комковатый, место соединения не заливается им, а замазывается. Цвет паяного таким способом соединения тусклый, серый. Подобная пайка очень ненадежна и не обеспечивает нужного контакта.
Если вы впаиваете в плату радиодеталь, то при правильной технологии припой должен полностью облегать ножку детали и захватывать всю контактную площадку вокруг нее. Цвет застывшего припоя в этом случае серебристый, яркий. Такая пайка очень надежна.
Самостоятельно собирая электронное устройство, привыкайте делать все очень аккуратно и красиво. Красота является залогом надежной работы изделия. Если устройство сляпано кое-как, монтаж очень небрежный, провода проведены совершенно беспорядочно, ожидать хорошей работы от такого изделия не приходится. Сэкономив время на монтаже, вы позже потратите его гораздо больше на поиск причин неработоспособности собранного устройства. И наоборот, если все сделано аккуратно и красиво, устройство обычно начинает работать безо всякой наладки.
Иногда возникает необходимость пайки металлических или стальных деталей. Канифоль в этом случае не подойдет, необходимо использовать специальные магазинные флюсы для пайки металлических элементов. Как вариант, вы можете воспользоваться таблеткой обычного аспирина. Работайте в хорошо проветриваемом помещении, так как дым от аспирина очень едкий (не вдыхайте его). Помните о том, что аспирином нельзя паять электронные компоненты.
В качестве флюса для пайки железа вы также можете использовать соляную кислоту с брошенным в нее кусочком цинка. Можно использовать цинк от корпуса старой батарейки. На небольшой флакон объемом примерно 50 мл потребуется третья часть корпуса батарейки – просто порежьте пластинку цинка ножницами, положите обрезки во флакон и оставьте примерно на сутки. Флюс на место пайки наносите кисточкой.